Zinc and non-ferrous metal alloy foundry
Custom casting production
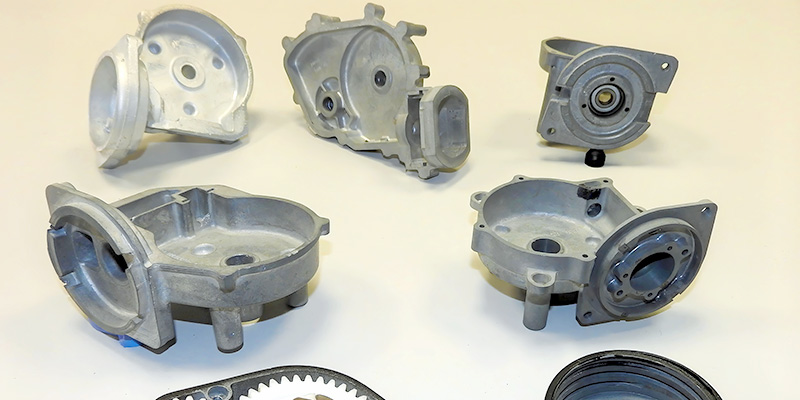
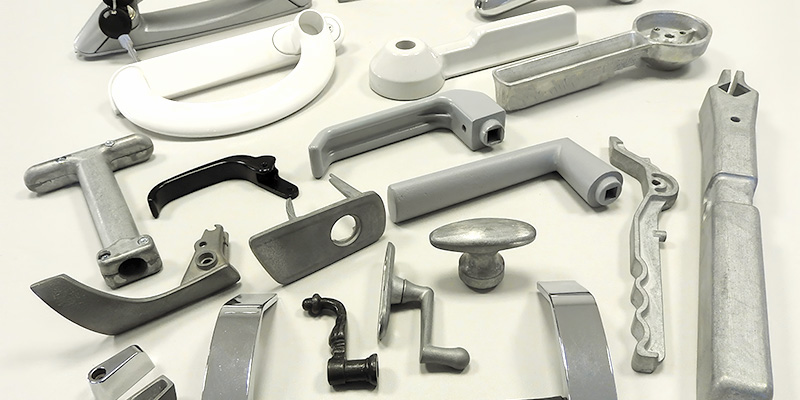
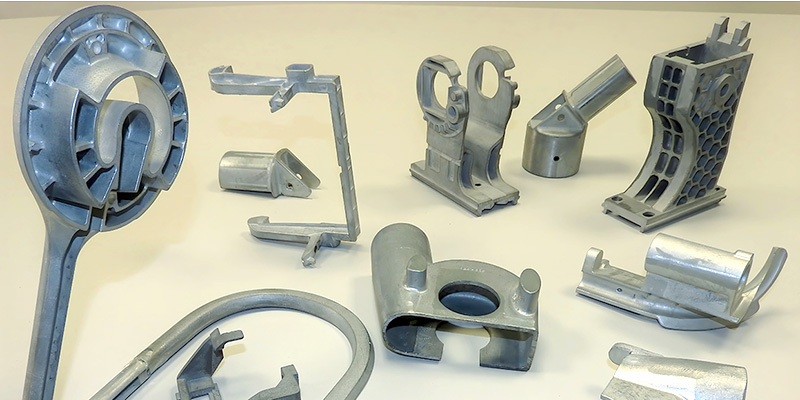
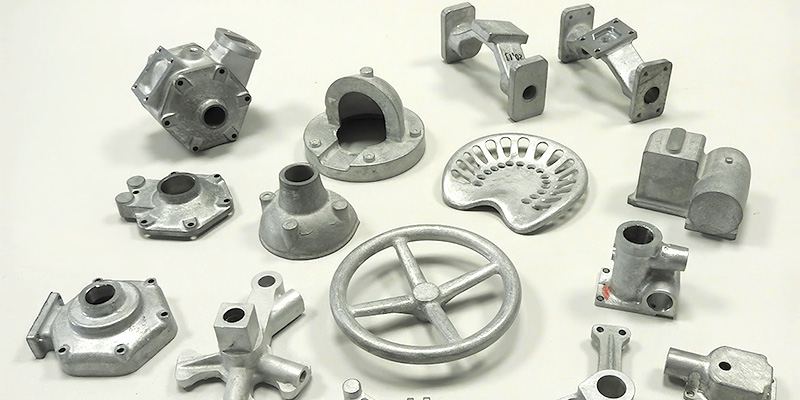
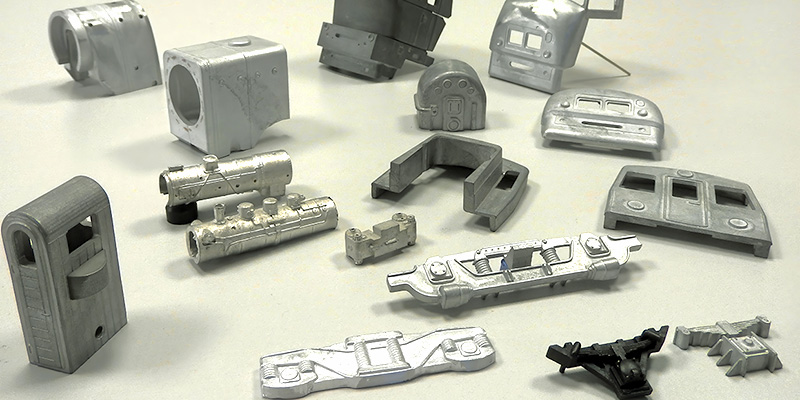
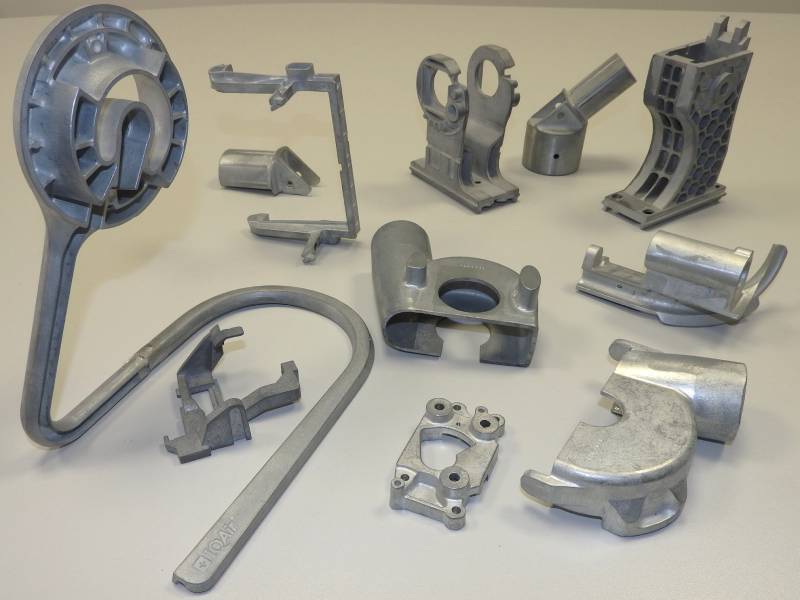
The basic production program is custom-made production of machine parts and skeletons from zinc alloy in series from 5 to 50,000 pieces using TEKCAST technology - centrifugal casting into silicone molds.
Thanks to this method, we cover a wide range of industrial sectors and at the same time offer the production of decorative and advertising castings. We also specialize in the production of castings from other non-ferrous materials.

Benefits of TEKCAST technology
TEKCAST technology, with its speed of implementation and low costs, is an ideal choice for small-scale and piece production. During prototyping, it allows high flexibility and variability of solutions for quick adjustments according to customer specifications.
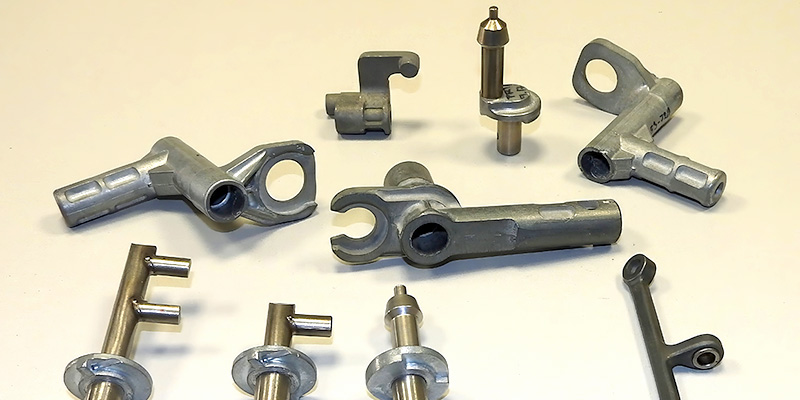
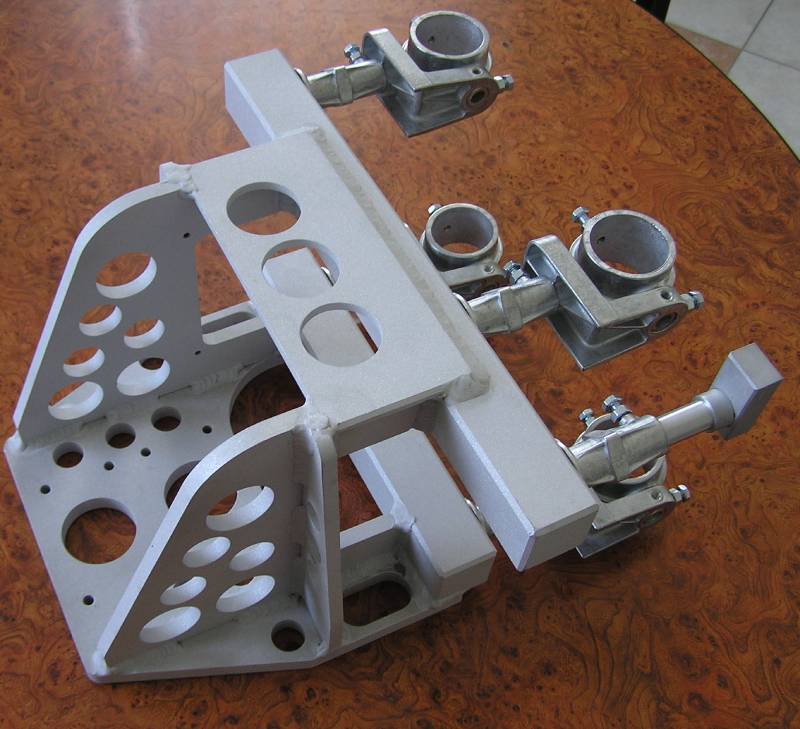
A unique advantage is also the possibility of a permanent connection of the casting with other metal elements, such as steel pins, threads or hardened and bronze bushings.
The process from casting design to shipping finished parts to the customer
There are seven steps leading from the idea of a casting to its physical realization, which can be completed in 7 days or comfortably completed in 20-30 days.
01.
The structural design of the casting is created using the Solid Edge CAD modeler, and then the design is approved by the customer. In some cases, this master can be used as a model to create a duplicate of the metal master.
02.
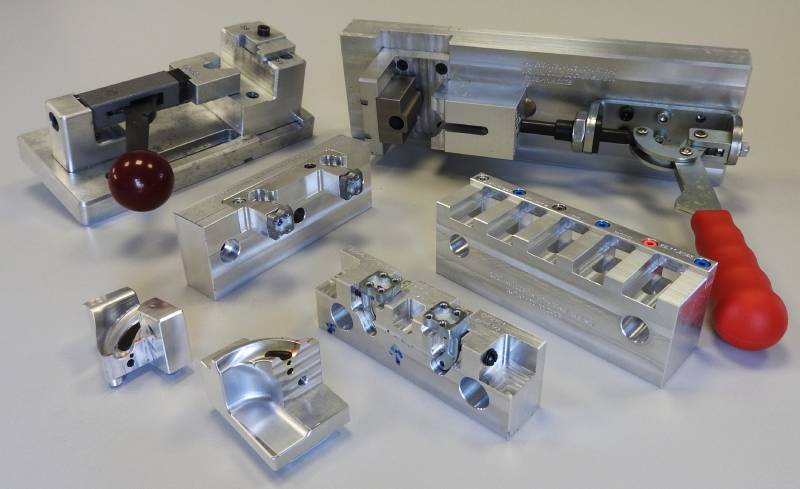
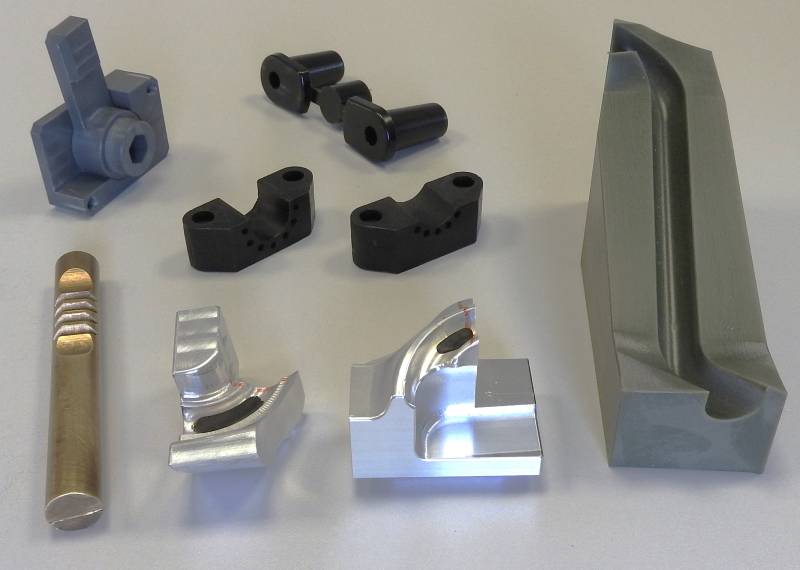
The production of the model is usually done by CNC milling, 3D metal printing or other tooling technologies. These methods ensure the accuracy and quality of the model for casting production.
03.
The model is molded into a special silicone rubber that ensures precise capture of the model's shape. The mold is then vulcanized at a temperature of 180 °C and a pressure of up to 40 MPa.
04.
After vulcanization is complete, the model is carefully removed from the mold and a sprue channel and vent are cut into the resulting impression (cavity).
05.
The cast reference sample is submitted to the customer for approval. After the sample is approved by the customer, the required batch of castings is cast. The remains of the sprues and nozzles are removed by finishing and tumbling.
06.
For castings with additional finishing requirements, we perform milling of surfaces or shapes, turning, drilling and reaming of holes, and threading on a CNC center or conventional machines.
07.
According to the agreement with the customer, we will provide surface treatment of the castings by powder coating or galvanic surface treatment, pack the castings and ship them to the customer.
Technological possibilities
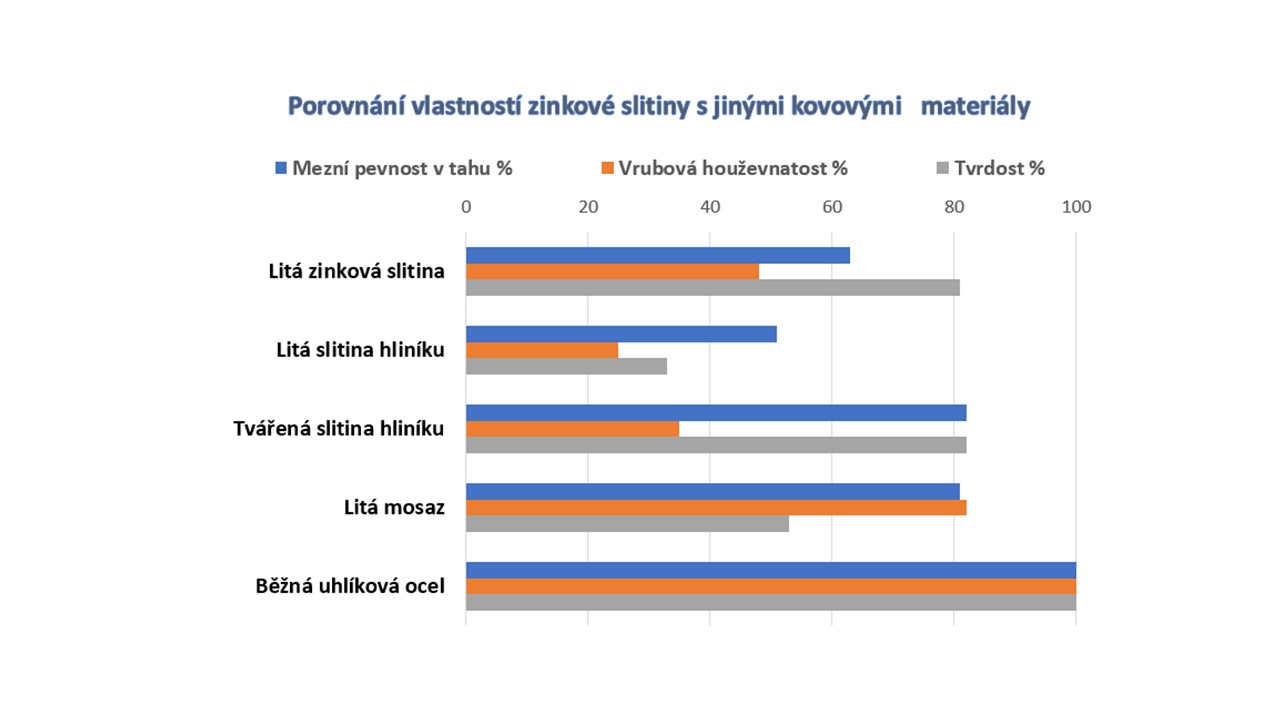
Cast materials
- Zinc alloy ZAMAK2 (equivalent designation ČSN 42 3562, Z430, Zn Al4 Cu3, DIN 1774)
- other zinc alloys on request - e.g. ZAMAK5 (Z410), lead and tin alloys
Maximum casting size
- max. 120mm x 160mm
- slim parts 200mm x 60mm
- optionally diameter up to 150mm
- maximum casting height up to 70mm
Weight of zinc castings
- from 1g to 5000g
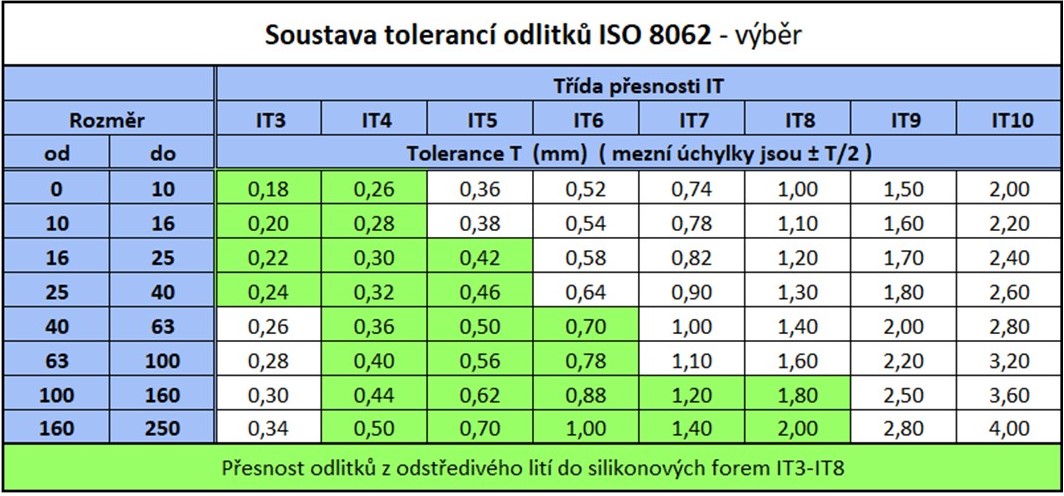
Precision of zinc castings according to ISO 8062
- IT grade 3-8 depending on the weight of the casting and the size of the casting




















")